In a world where technology advances seemingly at the speed of light, it is only natural that the proppant industry would be on the cutting edge of new technologies. One such technological advancement is the patented process that ensures a clean, near dust-free frack sand. The technology was recently introduced by Texas-based Superior Silica Sands.
Called SandGuard, the technology will ultimately save operators money on the cost of wellsite activities as well as reduce the wellsite footprint by eliminating much of the current mechanical dust collection equipment being used to collect dust on site.
Regulatory need
Exposure to fine silica particles has been known for many years to cause silicosis in workers exposed to silica dust over long periods of time. The U.S. Occupational Safety and Health Administration (OSHA) has regulated silica exposure for many years with a permissible exposure level of 100 micrograms per cubic meter for workers in all industries, including the oil and gas industry.
However, OSHA has determined that this exposure limit does not adequately protect workers and proposed in 2013 that the permissible exposure levels of crystalline silica over an eight-hour period be reduced to 50 micrograms per cubic meter. The lower exposure level has not been adopted in the U.S. due in part to the difficulty of achieving these levels in the industrial setting. This regulation has been adopted by the Canadian Center for Occupational Health and Safety but has not been enforced due to the same difficulties of implementation in the industry.
Reduction solution
Developed in partnership with ArrMaz Chemical Co., SandGuard is a product developed using the SandTec coating system and proprietary aqueous coating chemical. The key to the product is obtaining an extremely even coating of each sand grain while using a very minimum amount of the coating chemical. When this is achieved, the dust generated from particle-to-particle contact throughout the many mechanical or pneumatic transfers during the transit time from when the proppant leaves Wisconsin to the final use point has all but been eliminated.
Field trials with a major service company have shown the technology allows near dust-free sand upon arrival in the basins. Standard personal dust monitoring equipment, worn by employees during normal handling and well completion operations, showed silica exposure limits were below 25 micrograms per cubic meter. These silica exposure levels were well below the current as well as the new proposed limits and therefore are in compliance with the proposed OSHA regulations without the aid of any mechanical dust collection.
Since the “dust collector” is built into the product, the dust is controlled from all potential dust-emitting sites. This will not only positively impact the workers, but visual dust emissions also will be eliminated.
Additional benefits
Although the main purpose of the product is to protect the workers from silica exposure, it also has additional benefits to the oil and gas industry. Testing has shown that turbidity of the product is lower than traditional uncoated sand. This is especially true in the finer products like the 100-mesh product as shown in Figure 1.
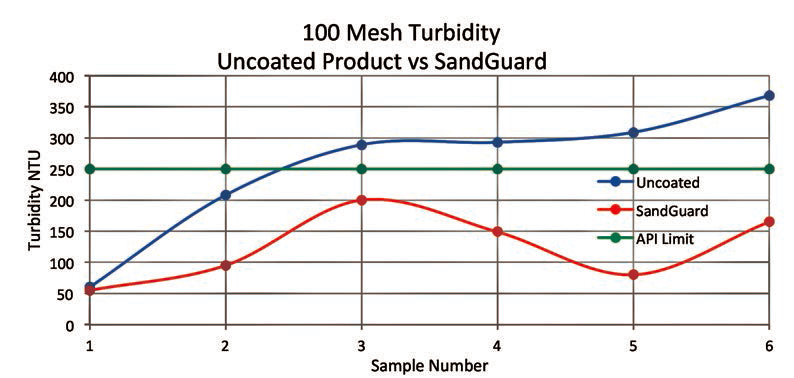
The data show that the turbidity (NTU) of the product was consistently below the uncoated sand values. Even when extremely high turbidity sand was tested (over American Petroleum Institute [API] limits), the turbidity values were reduced to within the API specification. Perhaps a better way to evaluate the turbidity is through visual observations of the Sand-Guard frack sand vs. a standard sand. Figure 2 shows the difference in turbidity between the two samples. For the test, near equal amounts of both products were mixed with water and shaken until thoroughly mixed. The samples were allowed to settle for 30 seconds prior to the photographing.

Although not shown, after 24 hrs, the uncoated sample continued to have noticeable turbidity, whereas the SandGuard sample was completely clear and was crystal clear after 8 hours.
To further understand the improvement in turbidity, an additional test was conducted in which uncoated sand and SandGuard frack sand were aggressively mixed in a laboratory environment to simulate the many transfers that occur from the time the sand is shipped from Wisconsin to its final use area. These tests showed a remarkable improvement in turbidity using the SandGuard product, with the NTU being reduced by greater than 55%.
Performance
Though it is a coated product, the coating is applied with an exceptionally minor amount of chemical. As such, the material handling properties of the product do not differ from traditional sand products. For example, angle of repose for the product is 33 degrees (+/- 2 degrees) for 20/40, 30/50 and 40/70 mesh product and increases to 35 degrees for 100 mesh. This compares favorably to traditional sand angle of repose. These tests were conducted at temperatures ranging from -20 C to 100 C (-4 F to 212 F) with no noticeable difference in flow characteristics.
Although it has been proven that the product will significantly reduce dust, it still needs to be able to perform downhole. Tests by several different service companies have shown that the chemical used is compatible with the fluid systems that are currently being used in the industry. The chemical is one that is generally recognized as safe, is water soluble and is utilized in very low dosages. Testing in multiple wells has proven that there are no detrimental effects with the use of the product, making it safe and practical for the oil and gas industry.
The product was originally designed to limit dust exposure to the workers in the oil and gas industry, including the transload sites. Tests have shown that exposure levels to workers can be less than one-half of the OSHA proposed silica levels of 50 micrograms per cubic meter. In addition to helping safeguard workers, it also has been proven that the product lowers turbidity levels and improves the conductivity and permeability.
At the same time, the flow characteristics of SandGuard remain unchanged, with no adverse effects on any pumping fluids. The product is a stepped improvement over current products in the industry and is expected to have longevity due to its dust mitigation properties throughout the supply chain as well as protecting the integrity of overall well performance.
Recommended Reading
Not Sweating DeepSeek: Exxon, Chevron Plow Ahead on Data Center Power
2025-02-02 - The launch of the energy-efficient DeepSeek chatbot roiled tech and power markets in late January. But supermajors Exxon Mobil and Chevron continue to field intense demand for data-center power supply, driven by AI technology customers.

Ovintiv Names Terri King as Independent Board Member
2025-01-28 - Ovintiv Inc. has named former ConocoPhillips Chief Commercial Officer Terri King as a new independent member of its board of directors effective Jan. 31.

Murphy Shares Drop on 4Q Miss, but ’25 Plans Show Promise
2025-02-02 - Murphy Oil’s fourth-quarter 2024 output missed analysts’ expectations, but analysts see upside with a robust Eagle Ford Shale drilling program and the international E&P’s discovery offshore Vietnam.

More Players, More Dry Powder—So Where are the Deals?
2025-03-24 - Bankers are back and ready to invest in the oil and gas space, but assets for sale remain few and far between, lenders say.

Trump Nominates E&P Advocate Sgamma to Head Bureau of Land Management
2025-02-12 - If confirmed by the Senate, Kathleen Sgamma, president of the Western Energy Alliance, would oversee management of approximately 245 million acres of surface lands.
Comments
Add new comment
This conversation is moderated according to Hart Energy community rules. Please read the rules before joining the discussion. If you’re experiencing any technical problems, please contact our customer care team.