The stakes are high for the EOR operations at Chaparral Energy’s Borger, Texas, and Liberal, Kan., facilities. Using captured CO2, Chaparral has been able to increase its production nearly 18-fold, from an average of 272 boe/d to 4,800 boe/d for its oil fields in the Oklahoma and Texas Panhandle region. The CO2 is captured from a fertilizer plant in Borger and from an ethanol plant in Liberal and then compressed and transported by pipeline to be used in Chaparral’s tertiary recovery of oil. Without Chaparral’s EOR operations, this 100% man-made CO2 would be released into the atmosphere.
Chaparral’s EOR operations at the Borger and Liberal plants use a number of highly critical medium- and low-voltage motors as well as pumps, fans and compressors. If this equipment goes down unexpectedly, the headaches are real for plant operators.
“If one of our compressors were to fail unexpectedly, our production output materially drops and we work in reactive mode. We needed a predictive maintenance system so we could be proactive and to give us the time to plan our repairs,” said Gerald Herl, Liberal and Borger plant supervisor.

FIGURE 1. The Ariel JGJ6 reciprocating compressor developed loose bolts. (Source: Veros Systems Inc.)
Monitoring options
Traditional options for monitoring motors and their driven loads have been less than ideal. Operators frequently rely on either handheld or online vibration monitoring. While handheld monitoring is attractive from a price standpoint, it is not continuous and is therefore prone to missing events. Online vibration monitoring is expensive and complex to install since it requires drilling into critical equipment. Chaparral explored new options to improve performance.

FIGURE 2. The Veros ForeSight software offers fault indicator trends. (Source: Veros Systems Inc.)
Electrical waveform condition monitoring
Looking for an alternative to traditional monitoring, Chaparral CO2 Midstream evaluated electrical waveform condition monitoring. These systems continuously monitor the current and voltage signals supplied to a motor and use machine learning algorithms to compare real-time signals to what has been observed to be “normal” for that motor and its driven load. The monitors are simple to install since they use clamp-on transformers, which install easily at the motor control center or variable frequency drive enclosure.
Chaparral installed the Veros ForeSight system on 18 motors and driven loads. Since installing the system, Chaparral has been able to continuously monitor more than 300 metrics related to equipment health and performance. In recent months the system provided Chaparral advance notice of two developing equipment issues, allowing operations to proactively repair or replace equipment without lengthy shutdowns.
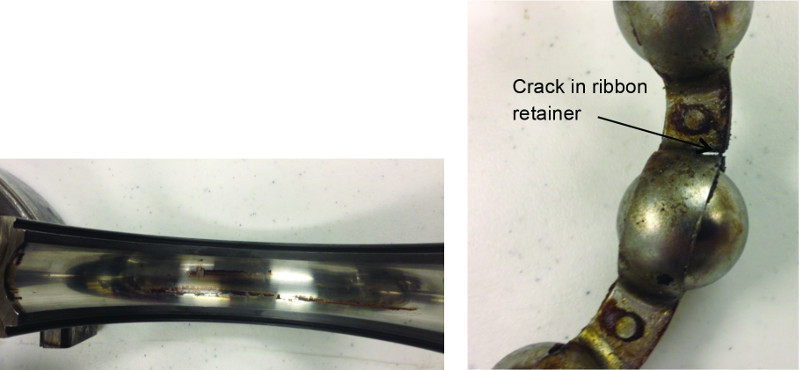
FIGURE 3. These photos show burn marks, a crack in the ribbon cage and excessive wear on balls. (Source: Veros Systems Inc.)
Case histories
Last year Veros notified Chaparral of an issue on a Siemens 4812S motor and Ariel second-stage reciprocating compressor (Figure 1). When the maintenance team observed the equipment, everything looked and sounded fine. In fact, the plant had recently conducted vibration testing on the equipment, so it seemed unlikely that something could actually be wrong. To be safe, the plant requested additional vibration testing on the equipment.
Once the vibration analysis was complete, it showed possible looseness on the crankshaft of the compressor. Chaparral shut down the compressor and determined that the coupling bolts were indeed loose. After tightening the bolts on the flexible disc coupling, the compressor was returned to operations and ran smoothly.
Preventive maintenance saved Chaparral both in equipment cost and lost production. The next scheduled vibration monitoring was a month away, plenty of time for things to go wrong. Had the bolts not been tightened, the coupling likely would have failed catastrophically, costing Chaparral $20,000 to $30,000 in equipment cost and two to three weeks in downtime.
In another example, the system notified Chaparral of a fault alarm on a 400-hp 480-v motor and its driven load, a Vilter single screw compressor. Upon notification, Chaparral inspected the motor and compressor and performed additional analysis, confirming a fault condition in the motor. With the advance notice of the failure and the prompt decision-making and execution by Chaparral employees, a new motor was installed and running in less than 12 hours.
After replacing the motor, Chaparral determined that the bearings in the motor were beginning to fail. There were burn marks on the races and a crack in the ribbon cage as well as signs of excessive wear on the balls (Figure 3). These early failures are often hard to detect with traditional vibration monitoring. However, with the early warning given by the ForeSight system, the bearing failure was detected at an early stage, preventing the failure from intensifying and causing a sudden unexpected failure. Since the damage was limited to the bearings, Chaparral was able to easily repair the removed motor for future use.
Issues detected with electrical waveform condition monitoring systems
| Pumps | Fans | Motors | Compressors |
|---|---|---|---|
| Cavitation | Impeller damage | Stator shorts | Impeller damage |
| Partial/low flow | Bearing damage | Over-/under-loading | Bearing damage |
| Dry running | Unbalance/misalignment | Bearing degradation | Unbalance/misalignment |
| Seal failures | Rotor bar/end ring cracks | ||
| Impeller damage | External misalignment | ||
| Bearing damage | Stator eccentricity |
(Source: Veros Systems Inc.)
Recommended Reading

Oil, Gas and M&A: Banks ‘Hungry’ to Put Capital to Work
2025-01-29 - U.S. energy bankers see capital, generalist investors and even an appetite for IPOs returning to the upstream space.
Q&A: Petrie Partners Co-Founder Offers the Private Equity Perspective
2025-02-19 - Applying veteran wisdom to the oil and gas finance landscape, trends for 2025 begin to emerge.

Hess Midstream Signs Deal to Repurchase $100MM of Class B Units
2025-01-14 - Hess Midstream said the repurchase is expected to result in increased distributable cash flow per Class A share.

Rising Phoenix Capital Launches $20MM Mineral Fund
2025-02-05 - Rising Phoenix Capital said the La Plata Peak Income Fund focuses on acquiring producing royalty interests that provide consistent cash flow without drilling risk.

Dividends Declared Week of Jan. 13
2025-01-17 - With 2024 year-end earnings season underway, here is a compilation of dividends declared from select upstream, midstream and downstream companies.
Comments
Add new comment
This conversation is moderated according to Hart Energy community rules. Please read the rules before joining the discussion. If you’re experiencing any technical problems, please contact our customer care team.