Rapid growth of production in the U.S. oil patch has severely taxed the infrastructure necessary to transport liquids from field locations. Until pipelines can be constructed, trucking can be the only means available. The large number of trips necessary dictates that operators seek out the safest, most efficient means of handling truck load-outs. Consolidation of storage facilities combined with automation techniques can solve the problem and offer other substantive benefits to field operations.
Manual operation
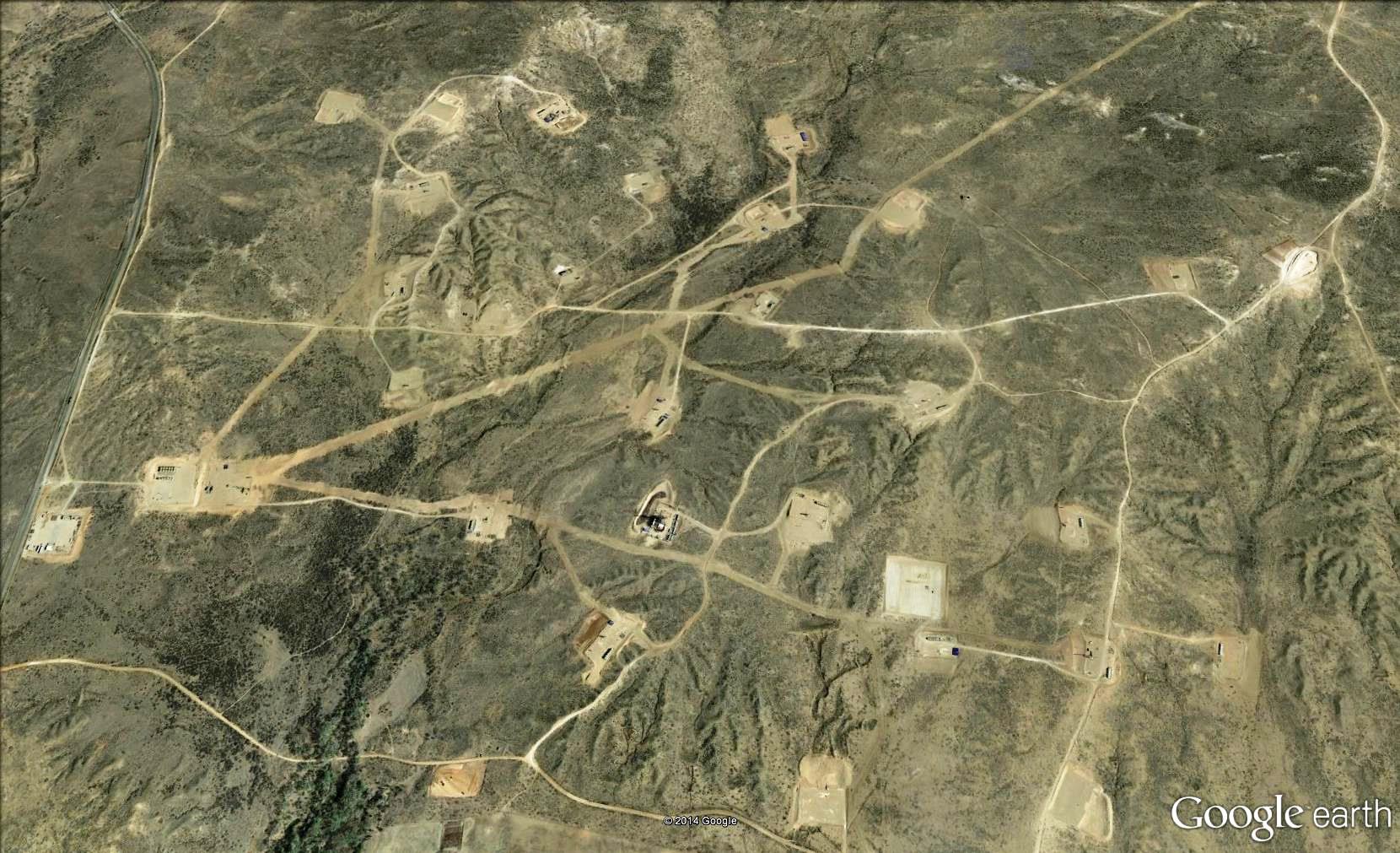
In the northern section of the Texas Panhandle, Apache Corp. has an active drilling program in the Canyon Wash Formation. Largely dominated by conventional vertical single well sites, liquid removal meant a great deal of truck movements within a field (Figure 1). Drivers performed a manual gauging operation that required climbing to the top of a crude oil tank. A sample was taken to determine the water content and the beginning tank level measured. Fluid loading would be executed using a pump mounted on the truck along with a sight glass or flowmeter.
At the end of the load-out operation, the driver would make a second trip to the top of the tank top to gauge the haul closing level. A load ticket would be manually created, with a copy left for the operating company. Field pumper personnel would pick up the tickets within a 24-hour to 48-hour period during their normal rounds.
Centralized operations
To streamline operations, the field configuration was changed to use a central delivery point, or central tank battery (CTB), approach.
The CTB design supports a loading facility intended to handle up to three trucks at a time for crude oil transfer (Figure 2). Central to the concept is a lease automatic custody transfer (LACT) unit implemented with an automation package. Electronics managing the process have to be suitable for harsh outdoor environments. In particular, the human-machine interface (HMI) at each loading spot needs to be easy to read, viewable under strong sunlight and able to hold up to occasional wind-driven rain and hail.
The control package has to accept different styles of inputs from various end devices and execute complex algorithms. The ability to offer custody transfer grade measurement functionality for both gas and liquid streams is preferred so that a common equipment platform can be utilized fieldwide. For this task Apache selected a complete packaged solution supplied by Vinson Process Controls based upon Emerson’s remote operations controller (ROC) series of equipment. Included was Tank Manager, a software application specifically designed to handle the demands of onshore production inventory management.

Automated loading
The process begins with level measurement of the storage tanks. Each tank level is monitored by an individual guided wave radar gauge. The tanks are treated as an equalized group all connected to a central header. Based upon the level readings, operations personnel manually select which tanks are to be opened or closed, assuring enough crude is always available for the truck drivers. Level totals are forwarded to a central logistics call center over the company’s SCADA computer network. Office personnel track the totals and execute truck call-outs as required.
Upon arrival, a driver parks in one of the three loading areas and connects a vehicle grounding cable. This is a safety practice to prevent sparks from occurring while loading the truck. Lack of a grounding connection will be detected by the controller, and no loading will be permitted to occur. The driver then proceeds to the controller panel. Using the touch screen, passwords such as company identifier and driver IDs are entered to grant loading access. Finally, the driver enters an amount of gross barrels to load—a preset value—and the loading sequence is initiated.
The header from the tanks is piped to two pumps and then to an automated three-way valve. When the sequence begins, product is initially routed to a diverter tank. The ROC monitors the output of a basic sediment and water (BS&W) meter placed on the incoming flowline. Once the reading is within contractual limits, the controller will automatically adjust the valve to route the liquid away from the diverter tank and move it through a Coriolis meter to the truck (Figure 3).

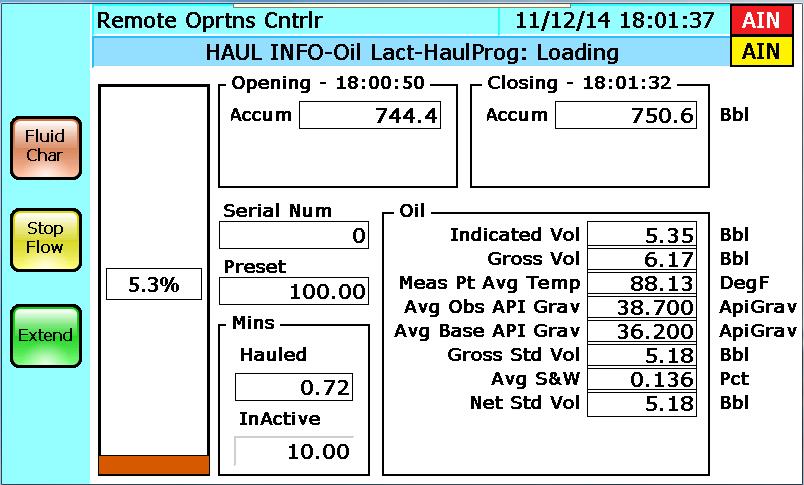
In combination with the Coriolis mass flow data, by monitoring temperature, pressure and BS&W transmitter readings, the Tank Manager program can determine gross barrels, gross standard barrels and net standard barrels (Figure 4). Once the volume preset value is met, the valve is automatically closed and the pump shut off, thereby completing the load. A ticket
can be locally printed for the operator and truck hauling company records. Or the driver may input the data from the HMI screen into a trucking company computer and print a copy to be left for the operator records. In either case, an electronic version is sent via the Apache SCADA communications network to the enterprise accounting system.
Should any condition arise requiring a rapid end to the process, an emergency shut-down switch is supplied on the LACT panel, which will immediately stop the pump and cease the load-out operation.
Practical benefits
The CTB approach and its associated automation were chosen to improve both operation efficiency and HSE elements. In practice, the concept proved to meet all expectations.
Of most prominence is the elimination of routine trips to the tops of tanks by personnel. Rain and snow were obvious conditions that increased physical hazards. But even on clear days winds in the Texas Panhandle area can pose a problem. In addition, opening the tanks for manual gauging work always carried with it a risk of excessive exposure to undesirable, possibly even deadly, vapors. With automation in place, these operations are performed infrequently only on an as-needed basis. Concerns over exposure to hazardous gases and inclement weather conditions are significantly reduced.
From an environmental standpoint, emissions were greatly diminished. Prior to the CTB approach, tanks had to sit for a 24-hour period, venting valuable hydrocarbon vapors to a flare system to make the liquid acceptable for truck hauling. Up to 8% shrinkage was observed in tank volumes. The centralized nature of the CTB method allows crude to be processed by stabilizers, resulting in capture of virtually the entire hydrocarbon spectrum.
The original method required a driver to spend close to two hours at locations widely spread over the field. Loading operations had to be carried out during all hours of the day to keep pace with production. There was constant fear that wells would be shut in should trucks not appear in a timely fashion. In the automated CTB case, this time drops to an average of 20 minutes. Most operations can now be conducted during daylight hours. Furthermore, the CTB location was chosen to maximize access to a paved road; therefore, weather conditions rarely impact operations. Finally, damage to lease roads and the associated
maintenance costs dramatically dropped as most heavy truck traffic was eliminated.
Accuracy increases revenues
Consistency of liquid measurement has greatly improved, since the effects of different people with different levels of training and capability are no longer an issue. The meter device characteristics, especially device accuracies, are established by Apache criteria. A driver can still enter manual values if deemed necessary. However, all parameters determined electronically are maintained by the system, allowing comparison to any manual modifications. In nearly all cases, drivers accept the values presented by the automation package.
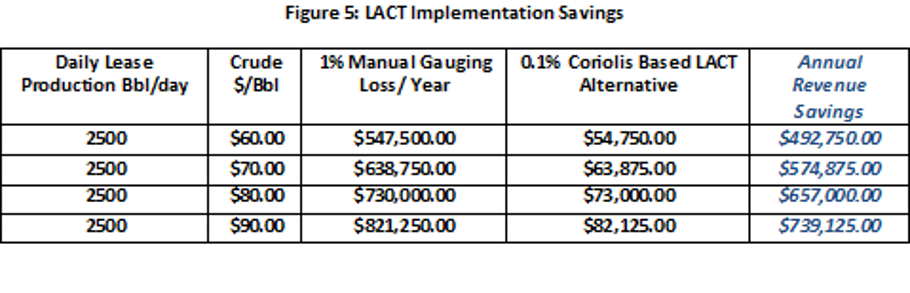
The potential gross revenue savings at various crude prices is demonstrated in Figure 5.
Quick accounting reconciliation
Manually generated tickets used to be left on site for later pickup by company personnel. Depending upon timing and weather conditions, such pickups would occur within a 48-hour span. Tickets would then be manually entered into the company enterprise system, adding perhaps another day. Since an average day supports around 13 load-outs, by the time tickets were reviewed there could be almost 40 loads performed.
Challenging the result from any particular load was a difficult task. Under the current system, haul logs are retrieved in electronic form via the company’s SCADA system. The ticket information is available literally before the truck has left the site. The elimination of the time spent on manual entry is a clear savings. But from an accounting standpoint, another plus to the electronic system is the disappearance of transcription errors and lost or damaged tickets that are inherit in any manual technique.
Overall, the CTB approach coupled with its associated automation package has crafted a formidable solution for improving onsite safety as well as the financial bottom line for operations.
Recommended Reading

EIA Reports Larger-Than-Expected NatGas Withdrawal, Again
2025-02-20 - The storage drop failed to offset warmer forecasts, as natural gas prices dipped following a three-week rally.

Petrobras Signs on for 15 Years of LNG from Centrica
2025-02-20 - Petróleo Brasileiro SA has signed a 15-year purchase and sale agreement with British global natural gas supplier Centrica.

EQT: Gas Demand Likely to Outpace Midstream Sector’s Ability to Supply
2025-02-19 - Most infrastructure projects being built will not come online for another year—too late for the quickening pace of gas demand.

Natural Gas Prices Shoot Past $4
2025-02-19 - The market has responded to an oncoming cold snap, sending natural gas prices at the Henry Hub over $4/MMBtu.
Comments
Add new comment
This conversation is moderated according to Hart Energy community rules. Please read the rules before joining the discussion. If you’re experiencing any technical problems, please contact our customer care team.